本篇介紹回流焊貼裝的溫度條件(jiàn)。防止焊接不良的關鍵在於仔細確認溫(wēn)度條(tiáo)件。請務必活學活用。
小型連接器(qì)中,很多(duō)情況下都會實施回流焊貼裝。
連接器廠商會通過產品樣本(běn)來告知回流焊時的溫度條件。回流焊貼裝時,請先確認(rèn)溫度條件等內容。
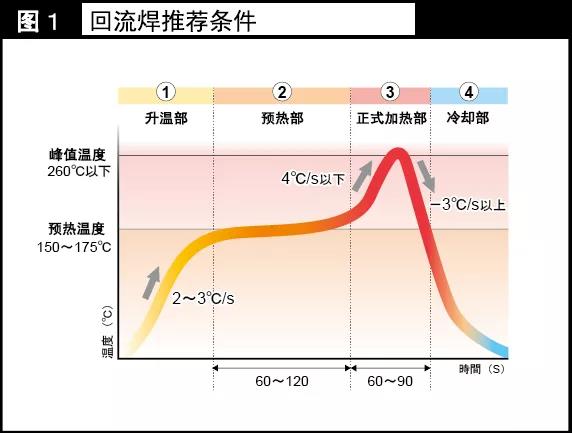
關於溫度條件,根據溫度設定,可分為4個階段。
圖1是本(běn)公司推薦的回流焊溫度條件。
下麵分別介紹各個階段的要點(diǎn)和注意點。
1、升溫部
在該階(jiē)段使焊錫中助焊劑所含有的溶劑蒸發,同時使溫度升高。
注意:請勿使溫度急劇上升。否則會使溶劑沸騰,產生焊錫球(※1),出現(xiàn)空隙(※2)。
2、預熱部
在該階段使溫度均一化,以免部品溫度出現偏差,同時易使助焊(hàn)劑活性化。
注意:預熱工序太(tài)短的情(qíng)況下,容易出現以(yǐ)下不良。
3、正式加熱部(bù)
在該(gāi)階段使PC板與貼裝部(bù)品均勻升溫,促進助(zhù)焊劑的活(huó)性化狀態,並(bìng)升溫至(zhì)焊錫熔融溫度。
注意:請勿使溫度急劇上升。否則會產(chǎn)生空隙。
相反,如果溫升過於緩慢,則會導致焊錫濕潤性下降。
請(qǐng)注意不要長時間處(chù)於(yú)高溫狀態。否則會導致貼裝部品的(de)樹脂部分融化(huà),或(huò)造成熱(rè)變形(xíng)。
4、冷卻部
在該階段利用送風進行冷卻。
注意:請急速冷卻。緩慢(màn)冷卻的情況下,可能會削弱焊接強度。
※注釋
◼ 焊錫球(qiú):焊錫上出現的球狀(zhuàng)結塊。會飛(fēi)濺(jiàn)到其他(tā)觸點(diǎn)上,造成短路。
◼ 生成空隙:在焊錫內部產生(shēng)氣(qì)泡。會削弱焊接強度。
◼ 爬(pá)錫現象:焊錫(xī)爬升到連接(jiē)器端子上的現象。會使焊接強度下降,並造成導通不良。
◼ 搭焊:連相鄰(lín)端子都焊接在內的現象
本文地址:
http://www.hnpyzjj.com/zixun/xyxw/1678.html轉載時請(qǐng)注(zhù)明出處。