隨著電子技術的不斷發展,電連接器應用的範(fàn)圍越來越廣,電連(lián)接器其主要作用是用於實現信號傳輸以及設備間的電能傳輸,為保證電(diàn)連接器工(gōng)作的(de)穩定性及可靠性,人們一直探討、研究電連接器接觸件插合端的可靠性,往往忽略了連接器接觸件尾端連(lián)接的可靠(kào)性。近年(nián)來,在處理整機係統(tǒng)質量問題(tí)上,發現接觸不良、傳(chuán)輸信(xìn)號不穩有時(shí)是連接器電纜接觸不良引發的故(gù)障,主要表現焊接虛焊、導線脫落等。所以要保證連接器在整機係統中的可靠性,不僅要保證產品的固有可靠性,還要保證產品的使用可靠性。
1.接(jiē)觸件尾端形式
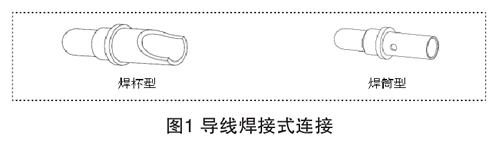
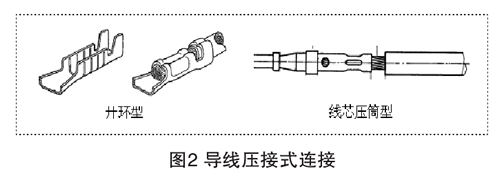
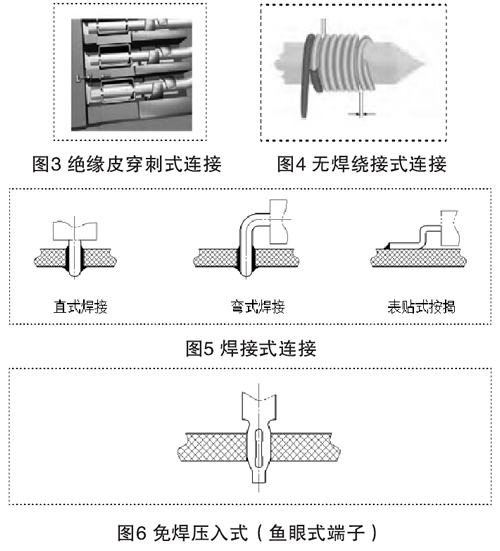
連接器中,接觸件是連接器的重要組成部分,主要承擔著信號的傳輸。在連接器設計中(zhōng),接觸件由插合(hé)端和尾端兩部分組成。插合端一般(bān)由彈性部件和(hé)剛性部件組成,保證連接器插頭與插座接觸的可靠性;接觸件的尾端是是實現設備間的線纜連接、印製(zhì)板間(jiān)的互連或者線纜與板間的互(hù)連,用於電(diàn)纜連接,連(lián)接器尾端端接形式有焊接導線式、壓接導線式、絕緣(yuán)皮穿(chuān)刺式(IDC、無焊繞接式,用於印製板上,接觸(chù)件端接形(xíng)式有直(zhí)式焊接、彎式焊接、表貼和免焊壓入式。接觸件端接(jiē)形(xíng)式見下圖1至圖6.
2.接觸件(jiàn)尾端設計要求
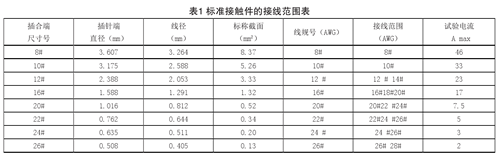
對電連接器而言,電連接器接觸件(jiàn)可(kě)分(fèn)成兩(liǎng)種類型,一類是標準型,即(jí)接觸件結構、端接方式及線(xiàn)規範圍都有明確按要求,用戶(hù)在使用時可查看產品使用說(shuō)明書。表(biǎo)1列舉了常用接觸件的接線範圍(wéi)(表1)。
另(lìng)一類是非標準型接觸件,依據整機所需電纜要求進行設計,首先確定插合端尺寸、產品安裝形式、出現方式(shì)及電纜規格。電纜不能確定的情況(kuàng)下,遵循(xún)原則是按照接觸(chù)件號,設計接線孔(kǒng),接線孔內(nèi)應能滿足最大線規號導線(xiàn)的要求,導線芯線的直徑與焊杯的內徑之比一般為0.5-0.7;連接一根導線時,設計原則是(shì)電(diàn)纜線芯與接觸件接線孔直徑要匹配,導線芯線(xiàn)的直徑與焊接孔的內徑(jìng)之比一般為(wéi)0.6-0.8.
3.使用要求
在(zài)電子電路(lù)裝配工藝中(zhōng),焊接(jiē)技術是一(yī)個重要環節,要保證連接(jiē)的可靠性,應注(zhù)意以(yǐ)下事項(xiàng):
1)電子裝聯常用標準:
IPC J-STD-OO1F CN-2014焊(hàn)接的電氣和電子組件要求應嚴格執行焊接有關標;
GB/T 3131錫鉛釺料的要求及試驗方法;
GJB 5020-2001壓接連接技術要求。
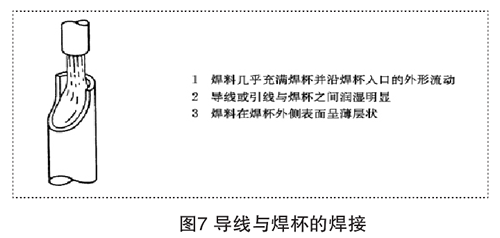
2)電纜焊接時,一個焊杯內(nèi)不應超過三根的導(dǎo)線插入,多(duō)股芯線保持整潔,不應折斷,並全部插入焊杯的底部,焊縫沿接觸表現(xiàn)形成,焊(hàn)料應潤濕焊杯整個內側,並至少充(chōng)滿杯口的75%,焊接見(jiàn)圖7.
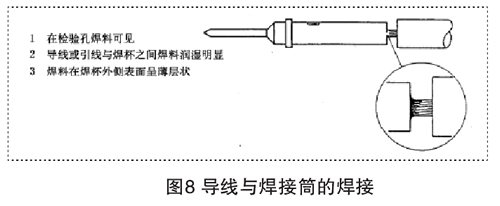
3)選用焊筒型(xíng)焊接形式(主(zhǔ)要(yào)用於同軸電纜的內導體),焊接時選(xuǎn)用合適(shì)的焊接夾具,將待焊物放置在(zài)焊接(jiē)夾具上。焊接前必須先(xiān)將內導體的焊接部位(wèi)定位好,確保內導體焊接後的(de)尺(chǐ)寸符合圖紙要求。焊接時(shí),首先應在焊接部位均(jun1)勻塗抹適量助焊劑(jì)(規定用鬆香焊劑),導線(xiàn)和焊接孔應(yīng)進行搪錫處理,用60w電烙鐵浸上適量焊錫絲,與內導體需(xū)焊接部位相接(jiē)觸,焊接過程中拉(lā)動電纜,加熱(rè)時間為3-5秒,最後移開電烙(lào)鐵,通過觀察孔檢驗焊接質量,要求焊料不(bú)能高出觀察(chá)孔,觀察孔內無焊料,焊接見圖8.
4)一個焊杯內(nèi)焊接兩根導線時(shí),其芯線直徑之(zhī)和禁(jìn)止超過焊杯內孔直徑的90%。焊(hàn)接三根導線時,導線芯線截麵積外切園直徑禁止超過焊(hàn)杯直徑的90%。
5)禁止沒有將導線芯(xīn)線插到焊杯底部的焊接:手工焊接,禁止對焊點強製冷卻。
本文地址:
http://www.hnpyzjj.com/zixun/xyxw/1649.html轉載時請注明出處。